new silo
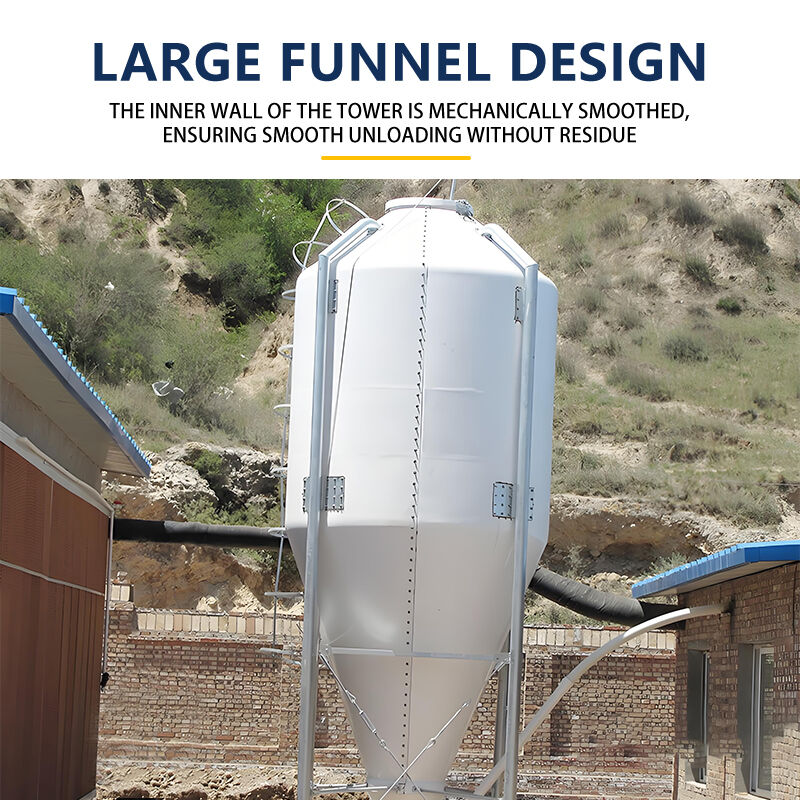
The new silo represents a revolutionary advancement in bulk material storage technology, designed to meet the evolving demands of modern industrial operations. This cutting-edge storage system integrates sophisticated engineering principles with user-friendly functionality to deliver unparalleled performance across diverse applications. The new silo features a modular construction approach that allows for flexible capacity scaling, accommodating storage requirements ranging from small-scale operations to large industrial facilities. Its innovative design incorporates advanced materials that resist corrosion, weathering, and structural degradation, ensuring long-term reliability and operational efficiency. The technological architecture of this new silo includes automated monitoring systems that continuously track inventory levels, environmental conditions, and structural integrity. These smart sensors provide real-time data transmission to centralized control systems, enabling proactive maintenance scheduling and optimized material flow management. The new silo utilizes precision-engineered discharge mechanisms that prevent material bridging and ensure consistent flow rates, regardless of stored material characteristics. Its versatile configuration supports various discharge patterns, including gravity flow, pneumatic conveying, and mechanical extraction systems. The applications for this new silo span multiple industries, including agriculture, food processing, chemical manufacturing, construction materials, and pharmaceutical production. In agricultural settings, the new silo excels at storing grains, seeds, and animal feed while maintaining optimal preservation conditions. Food processing facilities benefit from its hygienic design features that prevent contamination and support compliance with strict food safety regulations. Chemical and pharmaceutical industries utilize the new silo for storing powders, granules, and raw materials that require precise environmental control and contamination prevention. The construction industry relies on these storage solutions for cement, aggregates, and other building materials that demand reliable protection from moisture and environmental exposure.