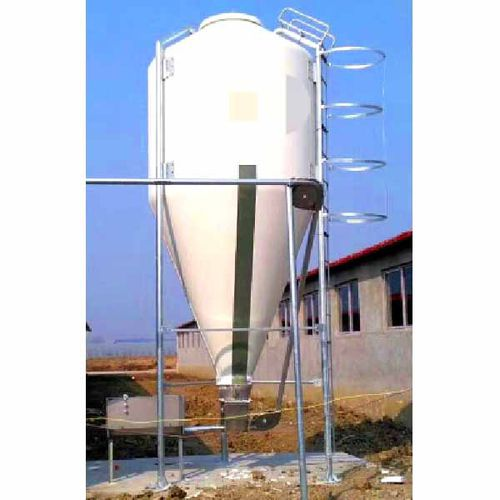
Advanced Automated Inventory Management System
The automated inventory management system within a buy silo represents a paradigm shift in material procurement and stock control methodologies. This sophisticated system employs multiple sensor technologies including laser level indicators, load cells, and ultrasonic measurement devices to provide continuous, real-time monitoring of material quantities stored within the silo structure. The integration of these monitoring technologies creates a comprehensive inventory tracking network that eliminates guesswork and manual measurement requirements. The system processes this data through advanced algorithms that analyze consumption patterns, seasonal variations, and production schedules to predict optimal reorder points and quantities. This predictive capability ensures that materials are automatically replenished before stockouts occur while preventing excessive inventory accumulation that ties up working capital. The automated procurement functionality interfaces directly with supplier systems and enterprise resource planning platforms, creating seamless purchase order generation and approval workflows. Users can establish customized parameters for different materials, including minimum and maximum inventory levels, preferred suppliers, and quality specifications. The system maintains detailed historical records of consumption patterns, delivery performance, and material quality metrics, enabling continuous optimization of procurement strategies. Alert mechanisms notify management of unusual consumption patterns, delivery delays, or quality issues, ensuring proactive resolution of potential problems. The automated inventory management system also supports multi-location operations, providing centralized visibility and control across multiple buy silo installations. This capability enables companies to optimize inventory allocation between facilities and coordinate bulk purchasing opportunities for maximum cost savings. The system generates comprehensive reporting on inventory turnover rates, carrying costs, and supplier performance metrics, supporting data-driven decision making for procurement optimization. Integration capabilities extend to financial systems, automatically updating material costs and inventory valuations in real-time, ensuring accurate financial reporting and cost accounting. The sophisticated inventory management system transforms material procurement from a reactive, manual process into a proactive, automated operation that drives significant improvements in efficiency, cost control, and operational reliability.